「出力はどれを選べばいい?」「窒素とアルゴン、どっちのガス?」「メーカーが多すぎて違いが分からない」——ファイバーレーザー溶接機の導入では、こうした疑問でつまずく担当者が少なくありません。価格だけで選んで後悔する、というケースも実際に起きています。
この記事では、溶接機の導入・更新を検討している方に向けて、失敗しない選定の7つのチェックポイントと導入時の注意点を、現場目線で整理します。結論から言えば、最優先で確認すべきは「発振器」です。その理由も含めて解説します。
1. ファイバーレーザー溶接機の特徴
ファイバーレーザー溶接機とは、光ファイバーで増幅したレーザー光を集光して金属を溶接する装置です。アーク溶接(TIG/MIGなど)に比べて熱影響が小さくひずみを抑えやすいのが特徴で、当社では板厚4mm以下(アルミは3mmまで)に対応するSL-1500と、約6mmまで(アルミは約5mmまで)対応するSL-2000の2機種を、用途や対応板厚に応じて使い分けます。
高出力と効率性
ファイバーレーザー溶接機は、消費電力を抑えながら高出力を実現し、短時間で高品質な溶接ができます。アーク溶接に比べて熱影響が小さく、ひずみを抑えられるため、後工程の修正も減少。生産ラインの稼働率向上に直結します。
高精度・高品質
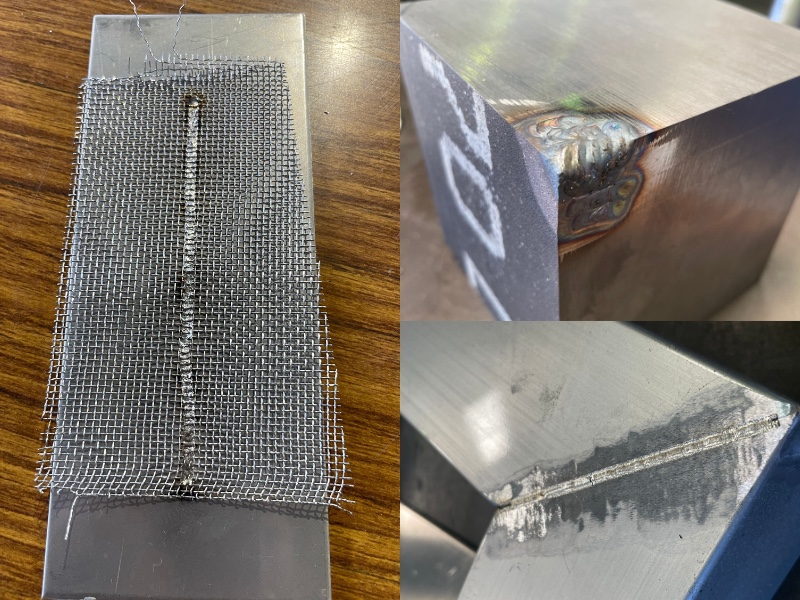
レーザーは微細なスポットに集光できるため、精密な溶接が可能です。薄板や細かな部品、意匠面の溶接にも対応でき、医療機器・精密板金など高い品質が求められる分野でも採用が進んでいます。下の写真は、金網と板材、箱型部材の隅肉・角溶接の仕上がり例です。
2. 失敗しない選定 7つのチェックポイント
溶接機選びで見るべきポイントを、重要度を踏まえて7つに整理しました。順番に確認していきましょう。
-
1
用途と対応板厚で「出力」を選ぶ
最初に決めるのは、加工する材料の板厚に対して十分な出力かどうかです。出力が足りないと溶け込み不足、過剰だと熱で母材を傷めます。当社の場合、SL-1500は板厚4mm以下(アルミは3mm)、SL-2000は約6mmまで(アルミは約5mm)を目安に裏まで溶け込む溶接ができます。自社で扱う最大板厚を基準に選ぶのが鉄則です。出力(W)と板厚・材質(鉄・ステンレス・アルミ・銅)の対応関係は出力(W)と板厚の早見表で詳しく整理しています。
-
2
発振器の品質を最優先で見る(最重要)
溶接機選びで最も重要なのが発振器です。レーザー光を生み出す心臓部であり、ここで品質の大半が決まります。世界には300社ともいわれる発振器メーカーがあり、性能差は小さくありません。①出力の安定性、②ビーム品質、③消費電力の3点を必ず比較してください。安価でも発振器が粗悪だと、ビードが安定せず長期コストでかえって高くつきます。

心臓部となる発振器。出力安定性・ビーム品質・消費電力で品質と総コストが決まる。
-
3
使用ガスとランニングコスト
シールドガスの種類はコストに直結します。一般に窒素ガスはアルゴンガスより安価で、SL-1500は窒素ガスに対応しています。材質や要求品質に応じて使い分けますが、日々使う消耗品だからこそ、ガスの種類とコストは導入前に確認しておきましょう。
-
4
操作性とトレーニング
現場で使いこなせなければ意味がありません。タッチパネルで直感的に設定でき、基礎から応用まで一度操作すれば覚えられるような操作性が理想です。未経験者でも短期間で戦力化できるか、導入時の研修体制も含めて確認します。
-
5
メンテナンスと国内サポート体制
レーザー溶接機は、チラー水の交換や部品交換など継続的なメンテナンスが必要です。トラブル時に迅速に対応できる国内のサポート・部品供給体制があるかは、安定稼働を左右する重要な要素。海外メーカー直販で安く買えても、サポートが遠いと現場が止まります。
-
6
安全対策
レーザー溶接では保護メガネ・革手袋・革エプロンが必須です(軍手は不可)。特にアルミなど反射しやすい材料では、対面者へのレーザー反射に注意が必要です。パーテーション、インターロック、パトライトなどを併用し、作業環境全体で安全を確保しましょう。
-
7
総保有コスト(TCO)で評価する
初期費用だけで判断せず、運用コスト・メンテナンスコスト・消耗品費まで含めた総額で比較します。発振器の品質や消費電力、サポート体制は、数年単位の総保有コストに大きく効いてきます。具体的な本体価格の相場とW数別の電気代の計算方法は価格相場とランニングコストの記事で解説しています。

タッチパネル制御と、保護メガネ・パーテーションなどの安全対策。
3. SL-1500 と SL-2000、どちらを選ぶ?
用途別の選び方はシンプルです。扱う最大板厚を基準に、余裕を持った出力を選びましょう。

| 項目 | SL-1500 | SL-2000 |
|---|---|---|
| 対応板厚(目安) | 4mm以下 (アルミ3mm) | 約6mmまで (アルミ約5mm) |
| 溶け込み | 裏まで溶け込む | 厚板まで安定 |
| ガス対応 | 窒素ガス対応 | 用途に応じ選択 |
| 向いている用途 | 薄板・精密板金・量産 | 厚板・構造部材・幅広い加工 |
対応板厚の目安(アルミ3mm)
対応板厚の目安(アルミ約5mm)
(品質差は大きい)
(メガネ・革手袋・エプロン)
迷ったら、「今の最大板厚+将来扱う可能性のある板厚」で考えると失敗しません。多くの現場では、余裕を見て SL-2000 を選ぶケースが増えています。実際の素材でのデモ・サンプルテストで確かめるのが確実です。
4. 導入までの流れ
-
01
お問い合わせ
フォームまたはお電話・メールにてご連絡ください。
-
02
ヒアリング
対象ワーク・材質・最大板厚・処理量・現状の工法をお伺いします。
-
03
デモ・サンプルテスト
お持ちのサンプルで実機デモを実施。出張デモ・郵送サンプルテストも承ります。
-
04
お見積り・ご提案
導入コストに加え、運用・メンテまで含めた総保有コストでご提案します。ものづくり補助金を活用した導入もご相談いただけます。
-
05
導入・アフターサポート
設置・操作研修から消耗品供給・修理対応まで、国内体制で一貫サポート。
5. よくある質問(FAQ)
未経験でも扱えますか?
はい。タッチパネルで直感的に操作でき、短時間のトレーニングで基礎から応用まで習得できます。導入時の操作研修も行います。
どのくらいの板厚まで溶接できますか?
目安として SL-1500 は板厚4mm以下(アルミは3mm)、SL-2000 は約6mmまで(アルミは約5mm)対応します。扱う最大板厚を基準に選定してください。
ランニングコストは何が必要ですか?
シールドガス、チラー水の交換、消耗部品などが定期的に必要です。窒素ガスはアルゴンより安価で、トータルコストを抑えやすくなります。
アルミも溶接できますか?
対応可能です。ただしアルミは反射しやすいため、対面者へのレーザー反射に注意し、パーテーションや保護具など安全対策を徹底してください。
購入前に自社の素材で試せますか?
可能です。出張デモのほか、郵送でのサンプルテストにも対応しています。実際の素材で仕上がりとコストを確認してから判断できます。
まとめ
ファイバーレーザー溶接機は、適切に選定・導入すれば、品質向上と生産効率アップの両方を実現できます。選定の決め手は価格ではなく、用途に合った出力と、何より発振器の品質、そして国内サポート体制です。
「どの出力が適切か分からない」「発振器の違いを比較したい」——そんな段階でも構いません。まずは実機デモ・サンプルテストで、お客様の素材での仕上がりをご確認ください。
SL-1500 / SL-2000 を実機で試す
お持ちの素材で、ファイバーレーザー溶接の品質をその場で体感。出張デモ・郵送サンプルテストも承ります。
無料デモを申し込む 資料請求はこちら▶ あわせて読む:ファイバーレーザー溶接 vs TIG/MIG 徹底比較