「アルミはレーザーで本当にきれいに溶接できるのか」「板厚はどこまでいけるのか」「スパッタや気孔(巣)はどうなのか」——アルミのレーザー溶接には、こうした疑問がつきまといます。反射しやすく、熱が逃げやすいアルミは、鉄より条件がシビアだからです。
この記事では、アルミ(A5052)を板厚1.0〜3.0mmでファイバーレーザー溶接した実機デモの一次データで、ビード外観・溶け込み・スパッタ・気孔(巣)を検証します。参考としてTIG溶接とのマクロ断面比較も掲載します。カタログの理論値ではなく、実際に溶かして切って見た結果です。
なぜアルミのレーザー溶接は難しいのか
アルミが「溶接しにくい金属」とされるのには、材料側の理由があります。
- 高い反射率:アルミはレーザー光を反射しやすく、エネルギーが入りにくい。安定した入熱には出力・波長・条件の作り込みが要る。
- 高い熱伝導率:熱が周囲へ逃げやすく、溶融池を保ちにくい。局所加熱が得意なレーザーはここで有利に働く。
- 酸化皮膜:表面のアルミ酸化皮膜は母材より融点が高く、溶け込みや品質を乱す要因になる。前処理(清浄)が効く。
- 水素による気孔(巣):アルミは溶融時に水素を吸収しやすく、凝固時に抜けきれないと内部に気孔=「巣」が残る。これがアルミ溶接で最も起きやすい欠陥。
つまりアルミは、「巣」と「溶け込み」をどうコントロールするかが品質の分かれ目になります。以下、実測で見ていきます。
検証条件
透明性のため、今回のデモ条件を示します。詳細なパラメータは材質・板厚ごとに最適化しています。
| 項目 | 内容 |
|---|---|
| 材質 | アルミニウム A5052 |
| 板厚 | 1.0 / 1.5 / 2.0 / 3.0 mm |
| 継手 | すみ肉溶接(丸パイプは周継手) |
| 溶接機 | ファイバーレーザー溶接機(SL-1500 / SL-2000) |
| 出力(パイプ検証) | 500 / 550 / 600 W で比較 |
| 評価方法 | ビード外観の目視、およびマクロ断面観察 |
| 溶接者 | 溶接未経験の社内スタッフ(=最適化前の参考データ) |
1.0〜3.0mm
(アルミ)
あり(1/3mm)
出力帯
板厚別の実測結果
1. ビード外観(2.0mm すみ肉 / 1.5mm 丸パイプ)
まずは仕上がりの見た目です。2.0mmのすみ肉溶接では、規則的なリップル(さざ波状の模様)が並ぶビードが得られました。アルミでも、条件が合えば外観は十分に整います。
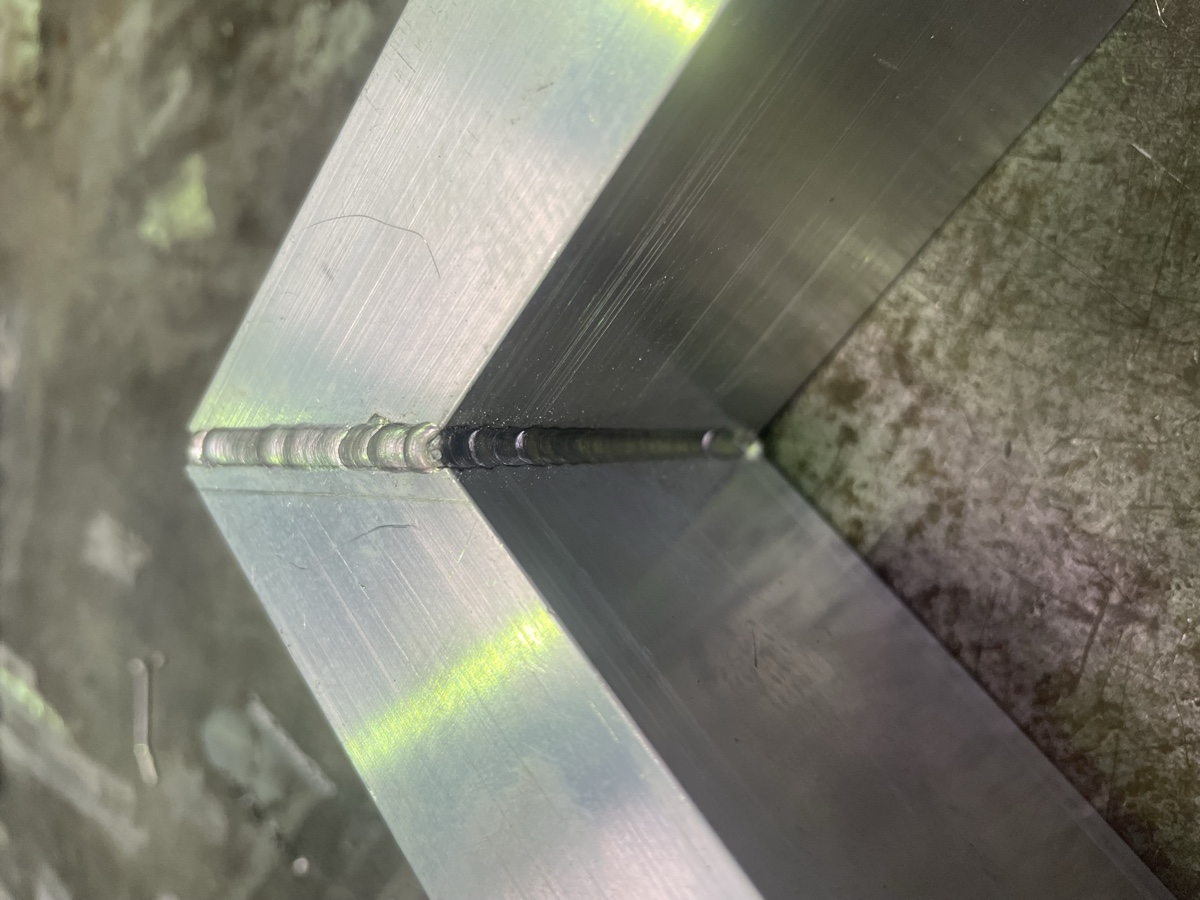
アルミ2.0mm すみ肉溶接のビード外観。規則的なリップルが並ぶ。
次に1.5mmのアルミ丸パイプ(周継手)です。下は溶接中の様子で、スパッタ(火花状の飛び散り)が出ています。スパッタは条件(出力・速度・焦点)で増減するため、これも「調整の余地がある状態」の記録として掲載します。

アルミ1.5mm丸パイプの周溶接(溶接中)。スパッタが見られる。
2. 溶け込み断面比較:ファイバーレーザー vs TIG(1.0 / 3.0mm)
本記事の核心です。同じA5052のすみ肉溶接を、ファイバーレーザーとTIGで行い、切断してマクロ断面を観察しました(いずれも溶接未経験者による溶接)。
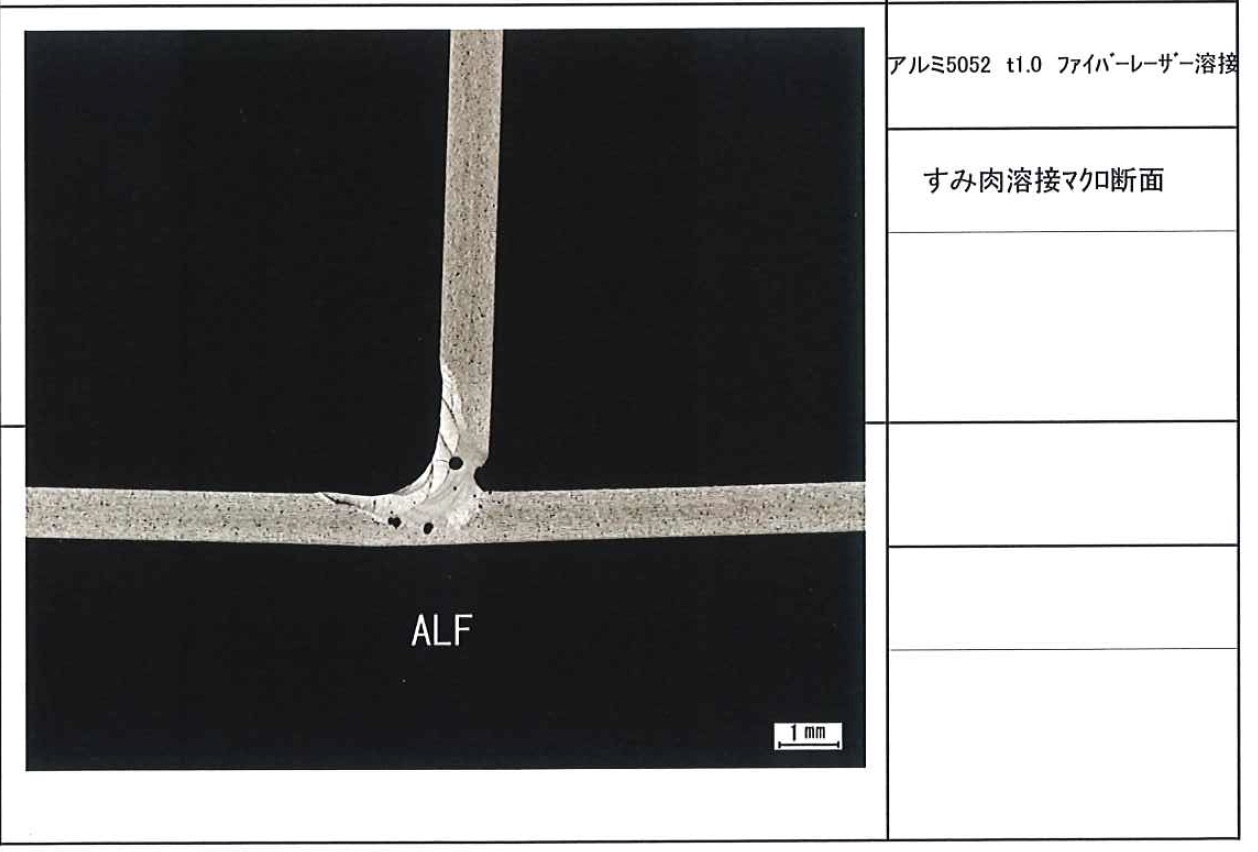
■ 板厚1.0mm
 ファイバーレーザー
ファイバーレーザー
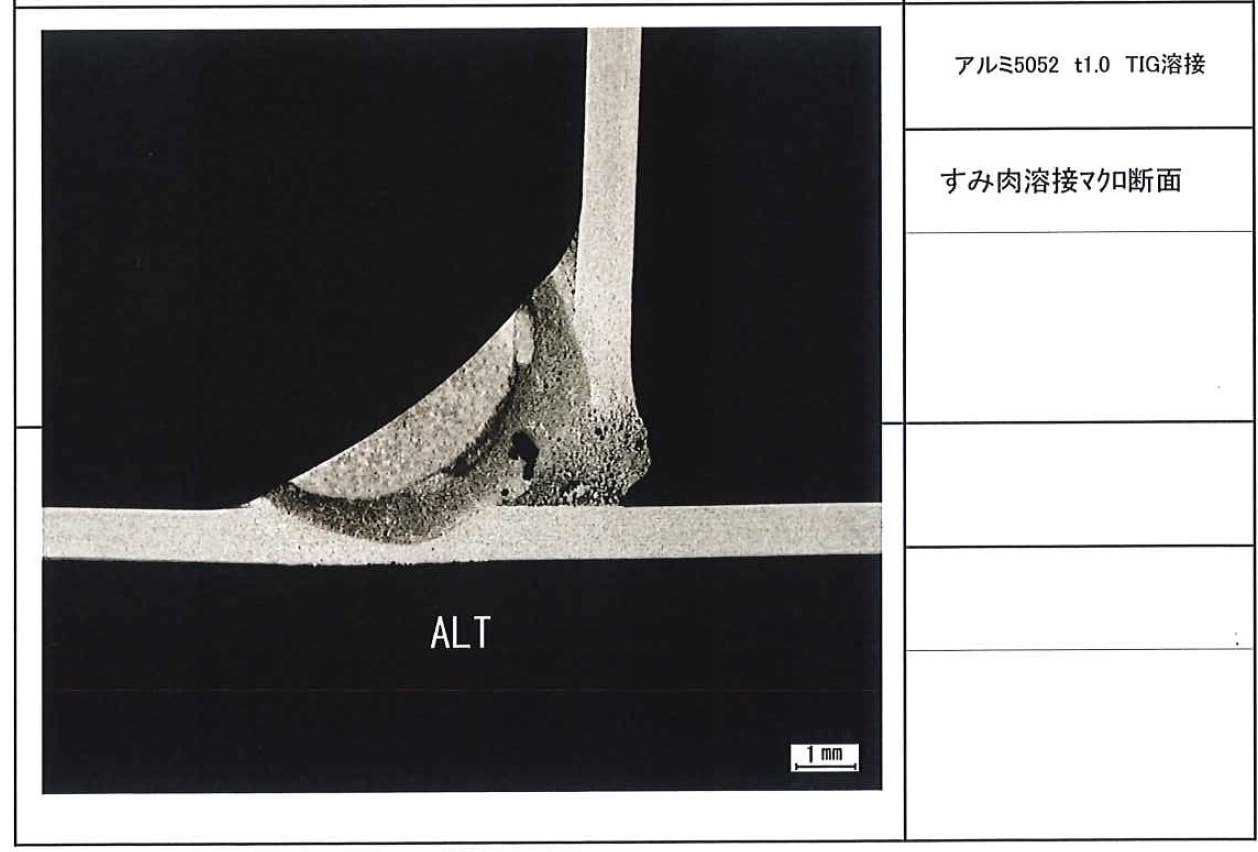 TIG
TIG
アルミ5052 t1.0 すみ肉のマクロ断面。左=ファイバーレーザー(ALF)/右=TIG(ALT)。
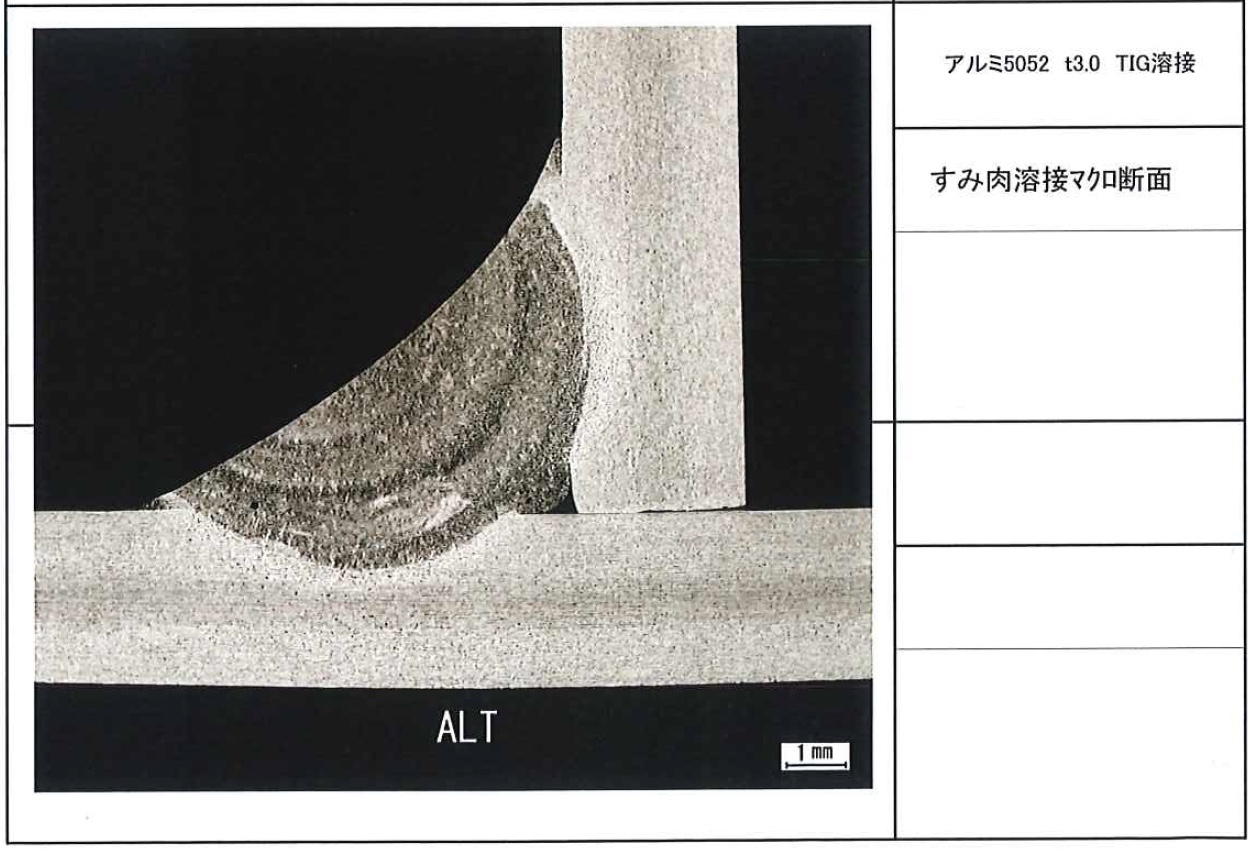
■ 板厚3.0mm
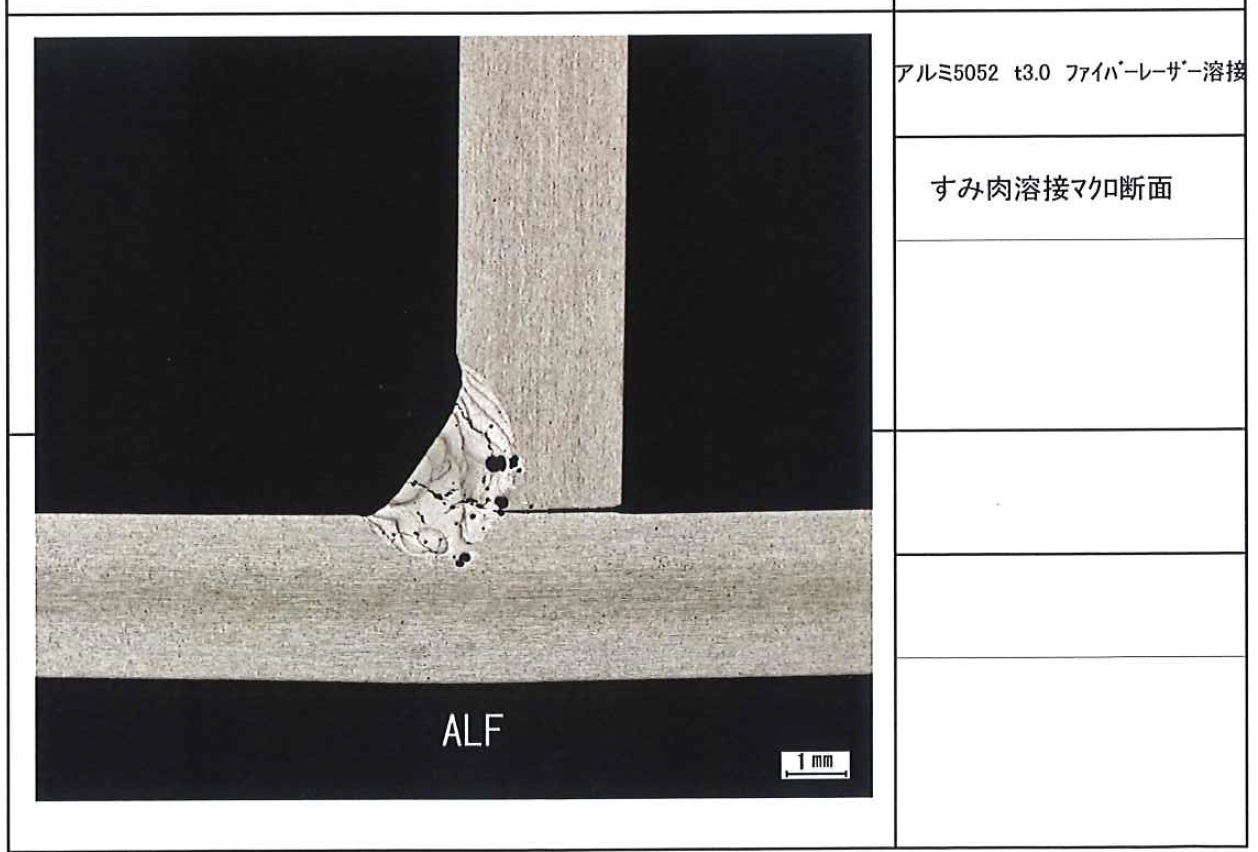 ファイバーレーザー
ファイバーレーザー
 TIG
TIG
アルミ5052 t3.0 すみ肉のマクロ断面。左=ファイバーレーザー(ALF)/右=TIG(ALT)。
断面から読み取れる傾向は次のとおりです。
- ファイバーレーザー:入熱が局所的で、ビード・溶融部がコンパクト。母材への熱の広がり(熱影響部)が小さく、ひずみを抑えやすい。根元までしっかり溶け込んでおり、適切な溶け込みが得られれば必要な強度を確保できます。一方、今回は一部に丸い気孔(巣)が見られます。
- TIG:入熱が大きく、ビードが大きく広がる。全体に細かな気孔が分布しやすく、熱影響部も大きくなりがち。
3. 出力を変えると品質はこう変わる(1.5mm 丸パイプ)
「条件で結果が変わる」ことを最も分かりやすく示すのが、下の出力比較です。1.5mmアルミ丸パイプの周溶接を、500W / 550W / 600Wと出力を変えて実施しました。出力が上がるほど溶け込みとビードの連続性が変わり、仕上がりの安定度が変化しているのが分かります。

1.5mmアルミ丸パイプの周溶接を出力別(500〜600W)で比較。出力=条件を揃えることで、ビードと溶け込みの安定度が変わる。
つまり、アルミのレーザー溶接は「できる/できない」の二択ではなく、条件を詰めるほど品質が上がっていくもの。巣もスパッタも、条件最適化で抑え込める範囲です。
きれいに仕上げる(巣・スパッタを減らす)ための条件
実測を踏まえ、アルミで品質を上げるポイントを整理します。
- 出力・速度・焦点のバランス:入熱が足りないと溶け込み不足、過剰だとスパッタ・ビード乱れ。板厚ごとに最適点を出す(今回の500〜600W比較のように)。
- 酸化皮膜の除去(前処理):溶接前に表面のアルミ酸化皮膜・油分を清浄にすると、溶け込みが安定し巣も減る。レーザークリーナー(SL-2000C)による非接触の前処理が有効。
- シールドガス:ガスの種類・流量で溶融池の保護と気孔(巣)の出方が変わる。材質・板厚に合わせて選ぶ。
- 継手精度(隙間管理):入熱範囲が狭いぶん、母材同士の隙間が大きいと溶け込み不足になりやすい。治具で精度を確保する。
これらを詰めることで、巣を抑え、根元までしっかり溶け込んだ強度の出る溶接に近づきます。
板厚別 適用可否(今回の実測範囲)
| 板厚 | 継手 | 今回の結果 |
|---|---|---|
| 1.0mm | すみ肉 | ○ 溶け込み良好。コンパクトなビード(巣は条件で低減可) |
| 1.5mm | 丸パイプ周 | ○ 出力調整で安定(500〜600Wで比較) |
| 2.0mm | すみ肉 | ○ 規則的なリップルの良好なビード外観 |
| 3.0mm | すみ肉 | ○ 根元まで溶け込み。厚板側も対応(条件最適化前提) |
※ ○は「今回のデモで実用的な溶接が得られた」目安です。実際の可否は材質グレード・要求品質・継手形状により異なります。より厚い板や量産条件は、実機デモでの確認をおすすめします。
よくある質問(FAQ)
アルミは何mmまでレーザー溶接できますか?
今回の実測ではA5052で1.0〜3.0mmのすみ肉・パイプ周溶接を確認しました。より厚い板は出力(SL-2000クラス)と条件次第で対応範囲が広がります。扱う板厚・材質でのデモをおすすめします。
気孔(巣)は消せますか?
アルミ特有の水素気孔(巣)は、出力・速度・シールドガス・前処理(酸化皮膜除去)を最適化することで大きく低減できます。今回の断面は最適化前の未経験者溶接のため一部に巣が残っていますが、条件を詰めれば抑え込める範囲です。
きちんと強度は出ますか?
断面で確認できるように、根元までしっかり溶け込ませれば必要な強度を狙えます。巣を抑え、適切な溶け込みを確保することが前提です。用途に応じて継手設計・条件を最適化します。
スパッタは抑えられますか?
スパッタは出力・速度・焦点位置で増減します。今回のパイプ写真はスパッタが出ている状態ですが、条件調整で抑えられます。
まとめ
アルミのレーザー溶接は「できるかどうか」ではなく、「条件をどこまで詰めるか」の世界です。今回は溶接未経験者による最適化前のサンプルでも、1.0〜3.0mmで実用的な溶け込みが得られ、TIGと比べて熱影響の小さいコンパクトな断面が確認できました。巣やスパッタは、出力・速度・ガス・前処理を整えることで抑え込めます。
「自社のアルミ部品で、どこまできれいに・強く溶接できるか」は、実際の素材で試すのが一番確実です。まずは実機デモ・サンプルテストでご確認ください。
▶ あわせて読む:SL-2000 ダブルワイヤー溶接を未経験者が実践(アルミ・鏡面ステンレス)